Analysis of Font Erosion Defects in Casting Products and Process Optimization
casting fonts on product surfaces were eroded during pouring, resulting in significant font defects. This article systematically analyzes the root causes using casting process principles and engineering practices, and proposes professional improvement measures.
heweifeng
9/10/20252 min read

Analysis of Font Erosion Defects in Casting Products and Process Optimization
Recently, a foundry engineer raised a typical technical issue in an industry forum: casting fonts on product surfaces were eroded during pouring, resulting in significant font defects. This article systematically analyzes the root causes using casting process principles and engineering practices, and proposes professional improvement measures.
I. Defect Phenomenon Identification
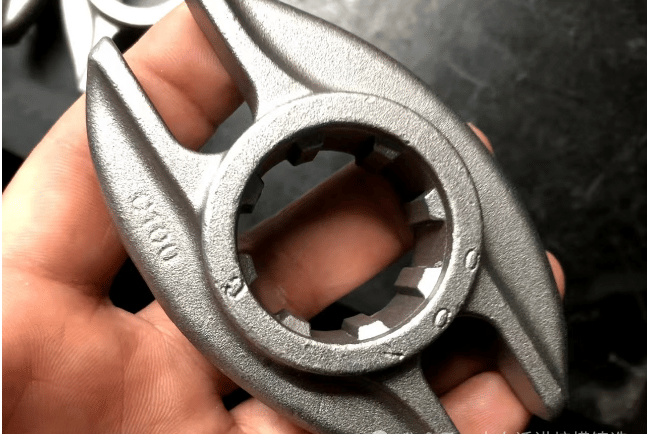
The defect manifests as shallow font area loss, with missing sections floating on the casting surface—classic sand erosion defects. Fundamentally, this indicates insufficient shell mold strength in the font region, with both low-temperature and high-temperature strength failing to meet process requirements. The defect could originate from two critical stages: shell cracking during dewaxing or shell failure caused by molten metal impact during pouring. Based on defect morphology analysis, the root cause is determined to be molten metal erosion during pouring.
II. Root Cause Analysis
1. Font Design Flaws
Structural Imbalance: Excessively narrow line widths (typically <1.5mm) combined with excessive height create insufficient structural rigidity to withstand fluid dynamic forces during pouring.
Concave Font Challenges: Compared to convex fonts, concave fonts (recessed design) present significantly higher shell mold complexity. Recessed areas are prone to "bridging" defects, leading to discontinuous shell structures and compromised wet/hot strength.
2. Shell Mold Process Control Deficiencies
Inadequate Shell Density: Narrow font lines result in insufficient sand coating thickness ("sand starvation"), causing porous shell structures with reduced wet strength that subsequently affects high-temperature performance.
Improper Face Coat Slurry: High viscosity face coat slurry without specialized brushing in font areas leads to insufficient sand particle content, creating shell skeletons with low strength.
Operational Defects: Failure to implement blowing/brushing after dipping results in incomplete coating ("hanging sand") or local bridging, further weakening structural integrity.
3. Pouring Process Design Flaws
Improper Gate Placement: Direct metal flow impact on font regions from improperly positioned gates intensifies shell erosion risks. Studies show erosion probability increases significantly when gate-to-font angles fall below 30°.
III. Systematic Process Optimization
1. Font Design Optimization
Structural Redesign: Convert concave fonts to convex fonts to reduce shell mold complexity and improve structural continuity.
Proportion Standards: Maintain font line widths ≥2.0mm with height-to-width ratios between 1:1 and 1:2 to enhance structural rigidity.
2. Precision Shell Mold Control
Face Coat Application: Implement compressed air-assisted or brush coating to ensure uniform slurry adhesion and prevent incomplete coating.
Slurry Optimization: Control face coat viscosity between 80-100s (Brookfield viscometer measurement) to guarantee adequate sand particle distribution.
Sand Layer Treatment: Use 0.2-0.3MPa compressed air to remove floating sand after face coat stuccoing, improving shell density.
3. Pouring Process Optimization
Gate Redesign: Adjust gate-to-font angles to ≥45° to minimize direct metal flow impact.
Pouring Speed Control: Implement staged pouring techniques to reduce initial impact forces on font regions.
4. Process Validation & Quality Control
Destructive Testing: Conduct shell strength tests (e.g., flexural strength ≥1.5MPa) pre-pouring to identify defect occurrence stages.
Standardized Parameters: Establish standardized testing methods for font area shell strength to ensure process stability.
IV. Conclusion & Industry Implications
Font erosion defects in casting products stem from comprehensive shell strength failures, involving synergistic defects in design, shell mold making, and pouring processes. Systematic optimization through font design improvements, precision shell mold control, scientific pouring adjustments, and robust validation mechanisms can significantly reduce defect rates. Foundries are advised to classify font regions as critical process control points, developing specialized process standards and inspection protocols to prevent defects at the source. Additionally, font process feasibility assessments should be integrated into early project development stages to avoid design-process disconnection, fundamentally improving casting quality.