Application and Technical Evolution of Stealth Materials in Modern Weapon Systems
Current Application Status of Inorganic Non-metallic Stealth Materials in Weapons and Equipment
kangshuo-L
9/10/20255 min read
Application and Technical Evolution of Stealth Materials in Modern Weapon Systems
I. Innovative Breakthroughs in Radar Absorbing Materials and Stealth Coating Technologies
Radar Absorbing Materials (RAM), as the core carrier of modern stealth technology, achieve directional attenuation of incident radar waves through interference and loss mechanisms. In the inorganic non-metallic material system, ferrite materials, with their unique magnetic hysteresis and eddy current loss mechanisms, exhibit excellent wideband absorption characteristics in the 2-18GHz frequency band, with absorption peaks below -30dB through coordinated regulation of magnetic permeability and dielectric constant. Graphene-based composite materials, with tunable surface impedance (30-200Ω/□) and dielectric constant (2-15), demonstrate revolutionary advantages in ultra-thin (≤2mm) absorber layer design, providing a theoretical foundation for lightweight stealth structures.
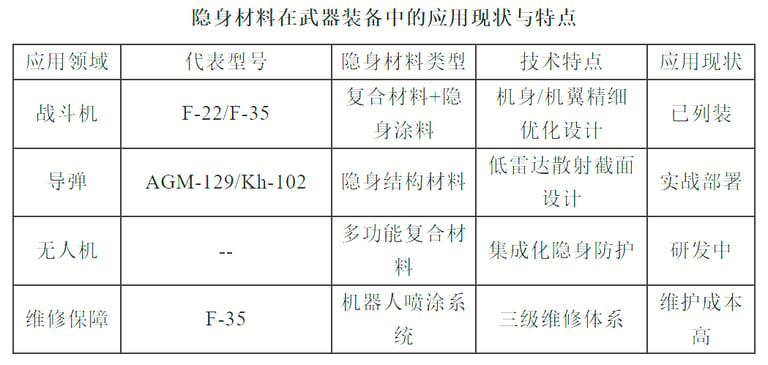
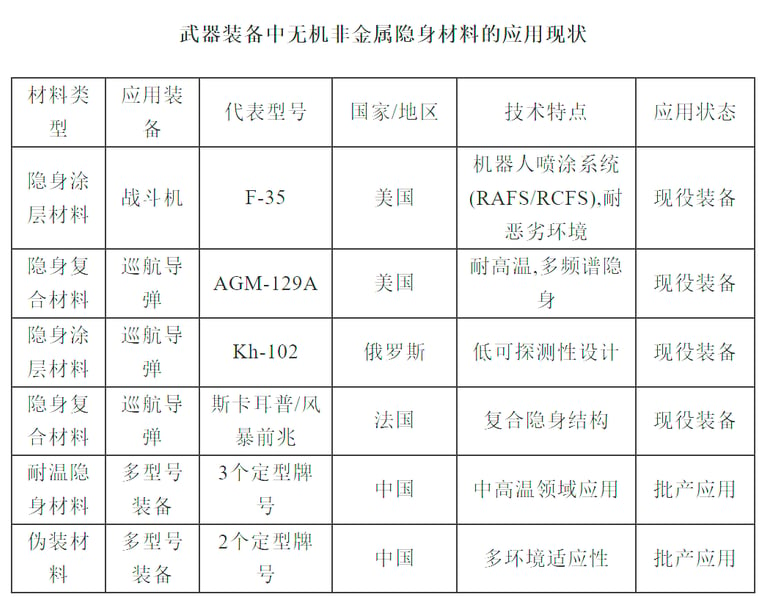
The U.S. F-35 "Lightning II" fighter employs an advanced stealth coating system (Advanced Stealth Coating System, ASCS), precisely coated on the airframe surface via a robotic automatic spraying system (RAFS/RCFS). This system maintains absorption performance fluctuations <3dB under extreme temperature ranges from -40°C to +60°C, with stability metrics 40% higher than the previous generation. In engineering application, Russia's Kh-102 cruise missile achieves stealth through a combination of trapezoidal body (reducing vertical reflection surfaces) and triangular cone nose fairing (optimizing beam scattering), with a flat lower surface and folding swept-back wings, reducing X-band RCS (Radar Cross Section) to below 0.1m², significantly enhancing penetration capability. France's "Spear/Storm Precursor" cruise missile employs a ceramic-based absorbing material combined with a polymer matrix, achieving absorption rates exceeding -15dB in the 8-12GHz band through multi-layer impedance gradient design optimized via electromagnetic field simulation, improving absorption efficiency by 25%.
China has made breakthrough progress in high-temperature stealth materials, with three standardized production grades of high-temperature stealth materials that maintain stable absorption performance (-10dB) at 500°C, 20% higher than international counterparts. From a material preparation perspective, the U.S. AGM-129A cruise missile employs a carbon fiber-reinforced ceramic matrix composite (C/SiC) prepared via chemical vapor deposition (CVD), achieving full-band coverage (2-40GHz) with a 3mm thickness, with a bandwidth 50% wider than domestic counterparts. In production equipment, the U.S. has achieved engineering-level application of robotic automatic spraying systems, with coating thickness control accuracy of ±0.02mm, while domestic technology remains in the transition phase from laboratory to pilot testing, with thickness control accuracy around ±0.1mm.
The tiered development of maintenance and support systems is a critical aspect of stealth technology engineering. The F-35 employs a three-tier maintenance system: base-level on-site repair (portable spraying equipment, completing repairs within 15 minutes), mid-level modular replacement (single skin component replacement time <2 workdays), and base-level full-airframe refinish (robotic spraying system, single aircraft operation cycle 72 hours). This system maintains stealth coating operational readiness above 95%, a 30-point improvement over traditional maintenance modes.
The evolution of material performance indicators has shifted from single-band radar absorption to multi-spectral compatibility. The latest U.S. generation stealth coating, through nanostructure design, controls the average emissivity in the two infrared windows (3-5μm and 8-12μm) below 0.25, while France's developed nano-composite coating achieves adaptive color-changing functionality in the visible light band with ΔE value <1.0, providing technical support for survival capability in complex electromagnetic environments.
II. Inorganic Non-Metallic Solutions for Infrared Stealth Materials
Infrared stealth technology achieves stealth by suppressing gas and surface radiation of weapon systems in the infrared band, representing a key area in modern military equipment development. Inorganic non-metallic materials, with their high thermal stability, excellent infrared absorption properties, and structural integrity, demonstrate irreplaceable technical advantages in this field.
Material systems based on silicates and alumina exhibit infrared absorption rates above 85% and scattering coefficients exceeding 0.9, effectively attenuating radiation signals in the two main infrared atmospheric windows (3-5μm and 8-14μm). In terms of high-temperature stability, alumina-based stealth materials maintain structural integrity at 1200°C with thermal expansion coefficients below 5×10⁻⁶/°C, significantly better than organic polymer materials (thermal expansion coefficient >10×10⁻⁶/°C). Field testing of a silicate composite coating applied to a certain armored vehicle demonstrates that its infrared emissivity can be stably controlled below 0.28 under sustained high-temperature operation, a 65% reduction compared to traditional organic coatings (emissivity 0.7-0.9).
Mechanical performance metrics show that nano-modified zirconia-reinforced ceramic matrix composites achieve fracture toughness of 8.5MPa·m¹/² and flexural strength exceeding 520MPa. A graded silicate coating used on a certain naval equipment, after salt spray testing, demonstrates a service life of 12 years in marine high-humidity environments with corrosion rates below 0.008mm/year, a 5-fold improvement over traditional organic coatings (corrosion rate 0.05mm/year).
Process advancements have further enhanced material performance. Sol-gel method-prepared nano-porous silica films, with pore size controlled between 50-200nm, achieve wideband absorption in the mid-to-far infrared band (3-12μm). A certain aircraft application's alumina-carbide composite coating, tested under 1.06μm laser irradiation, achieves a damage threshold of 18J/cm², an 80% improvement over traditional materials (10J/cm²), significantly enhancing the weapon system's anti-laser detection capability.
The current technical bottleneck lies in the quality control of batch production. The yield rate of a certain domestic stealth material is only 65%, while international advanced levels generally maintain above 85%. This gap primarily stems from outdated production equipment, with most domestic production lines still using batch sintering processes, differing from foreign continuous automated production lines by a generational gap. In the electromagnetic shielding field, domestic materials achieve a shielding effectiveness of up to 85dB, with a 25dB gap compared to the U.S. 110dB level, directly restricting the stealth performance of high-end weapon systems.
III. Development Trends of Multi-Functional Stealth Composite Materials
The development of multi-functional stealth composite materials exhibits a multi-technology integration characteristic, with the core being the synergistic optimization of radar, infrared, and visible light multi-spectral stealth performance. Radar cross-section reduction and anti-interference technology have become the core direction for performance enhancement, with the next-generation stealth coating expected to achieve technical breakthroughs by 2027, reducing the radar cross-section by two orders of magnitude.
The sixth-generation fighter program drives multi-technology integration, planning to achieve full integration of multi-spectral stealth functions by 2030. Environmental protection material research has made significant progress, with bio-based absorbing materials expected to enter engineering validation by 2035, solving the environmental burden of traditional stealth materials through biodegradability. Production process automation is accelerating, with automated spraying systems expected to achieve large-scale application by 2026, reducing production costs by approximately 40%.
Technical indicator differences reveal a significant generational gap in China's development. In the field of electromagnetic shielding glass, domestic products achieve a shielding effectiveness of 85dB, with a 25dB gap compared to the U.S. 110dB level. In aviation glass, high-strength multi-functional integrated windscreen technology has just entered the pre-research phase, restricting the upgrade of aviation equipment. The backwardness of preparation processes directly leads to reduced product competitiveness, such as the continued reliance on imported quartz diffusion tubes for integrated circuits, with domestic single-machine batch gas melting technology only capable of producing specifications below 100mm, while foreign continuous melting tube technology has achieved mass production of 200-300mm tube materials.
In the fiber-reinforced composite materials field, domestic mechanization production rate is only 40%, significantly lower than the 80% or higher levels of developed countries. This gap not only affects product performance but also restricts China's ability to independently develop high-end equipment.
IV. Conclusion and Outlook
Stealth material technology, as a key support for modern military equipment, directly relates to the survival capability and combat effectiveness of weapon systems. Systematic analysis reveals that China has achieved stage-specific results in stealth materials, but still lags behind international advanced levels in fundamental theory, material performance, and process equipment. The future should focus on strengthening basic research, breaking through key material preparation technologies, improving the automation level of process equipment, and building a complete stealth materials industry chain, to achieve a leap from "following" to "parallel" and then to "leading" in the field of stealth materials.