Brittle fracture defect control of molten castings Acid furnace, aluminum deoxidation need to be careful
Expert experience in casting
heweifeng
7/20/20256 min read
Brittle fracture is one of the common defects in investment castings. Especially the choice of induction furnace (medium frequency induction furnace, frequency induction furnace) acidic lining for melting, the use of aluminum for deoxidation, cast steel castings are more prone to brittle fracture.
I. Overview
The molten casting when brittle fracture occurs is shown in Figure 1. The macroscopic fracture of brittle fracture casting has coarse grains, which are icing sugar-like, as shown in Figure 2. The micro fracture organization of brittle fracture castings is shown in Figure 3.
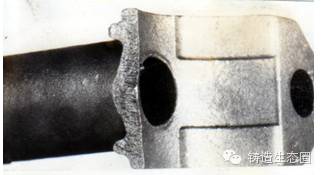
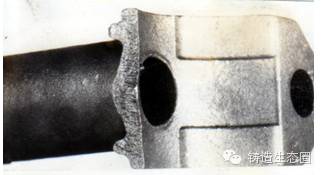
Fig. 1 Melt-molded castings with brittle fractureere...
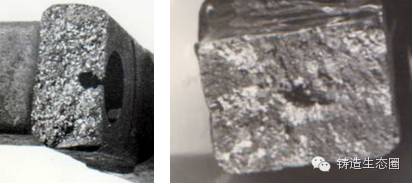

Fig. 2 Macroscopic fracture of brittle fracture
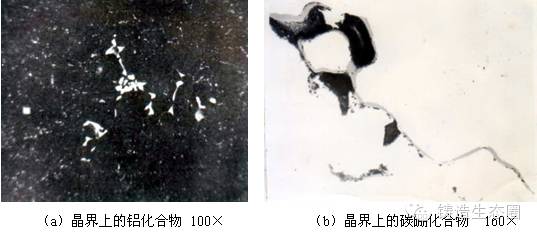
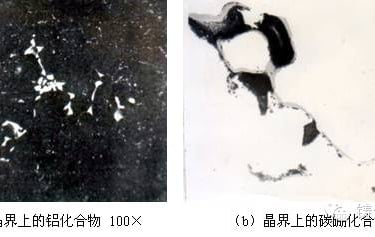
Fig. 3 Micro fracture organization of brittle fracture
Second, the causes
(1) castings in the amount of residual aluminum is too high improper melting process or improper operation, so that the casting of residual aluminum is too high, the formation of aluminum compounds on the grain boundaries, such as aluminum nitride caused by castings brittle fracture. (2) boron residue in the casting is high in the casting of the grain boundaries of carbon and boron compounds [M23 (C-B) 6] along the austenite grain boundaries precipitation. Carbon and boron compounds cause brittle fracture of castings. ① The boric acid in the furnace lining material during melting decomposes at high temperature and enters the metal liquid. ② High boron content in the furnace charge. (3) clean up the casting method or improper use of the casting in the residual stress and the superposition of external forces, more than the casting at this time the strength limit, the occurrence of brittle fracture.
Third, preventive measures
(1) Strictly control the amount of residual aluminum in the casting. ① Use Si-Ca and Al joint deoxidation method, instead of a single aluminum deoxidation. ② control the amount of aluminum added, including aluminum and final deoxygenation with aluminum sedation control in the metal liquid 0.8% to 1.2% (aluminum added with the furnace charge situation has a great relationship, when the furnace charge rust is serious, the amount added to take the upper limit, and vice versa to take the lower limit); casting of residual aluminum content of 0.03% to 0.07% is appropriate. (2) Control the boron content in the metal liquid, so that the boron content in the castings <0.005%. (1) Improve the furnace construction process, replenish the furnace to strictly control the amount of boric acid added. ② Strictly control the amount of boron in the charge. (3) Improve the cleaning of castings or the use of castings, to avoid the sudden impact of external forces.
Fourth, examples
1. The problem of the recent period, the user reflects the castings in the use of the phenomenon of multiple brittle fracture. By analyzing the chemical composition of brittle fracture castings, castings in the residual aluminum is too much of the main reason for the brittle fracture castings. As we all know, aluminum is widely used as a sedative and final deoxidizer. The amount of aluminum added to the metal liquid is too small, the deoxidation is insufficient, so that the casting produces porosity; add too much, too much residual aluminum in the casting, the casting mechanical properties decline, especially will produce brittle fracture. So, what is the optimal value of the residual aluminum content in the investment castings? Some information that: the casting of residual aluminum content should be better in 0.014% to 0.03%; some believe that the amount of aluminum residue for 0.03% to 0.05%. To this end, the author has done the following tests.
2. castings in the better residual amount of aluminum (1) the preparation of specimens in the 500kg coreless frequency induction furnace (acidic lining) for melting, refining period to add sedation with 200g of aluminum, when the metal liquid temperature to 1580 ~ 1600 ℃ (optical pyrometer, uncorrected), with aluminum for the end of the deoxygenation (added amount of 500g), blackout static for 2min, skimming slag, out of the steel. Five single-root forming specimens with different residual aluminum contents were produced by placing different weights of aluminum for supplemental deoxidation in the pouring ladle in advance.
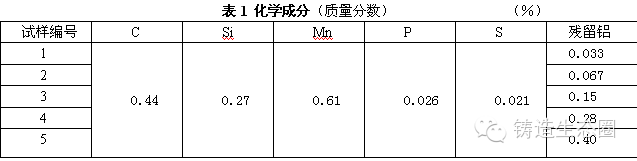
(2) Chemical composition The chemical compositions of the five single-root molding specimens are shown in Table 1.
(3) Mechanical properties The mechanical properties of a single formed test bar were normalized at 857~863℃×20min, the tensile specimen was not processed in any way, and the impact specimen was milled and processed, and its mechanical properties were shown in Fig. 4 in relation to the residual aluminum.
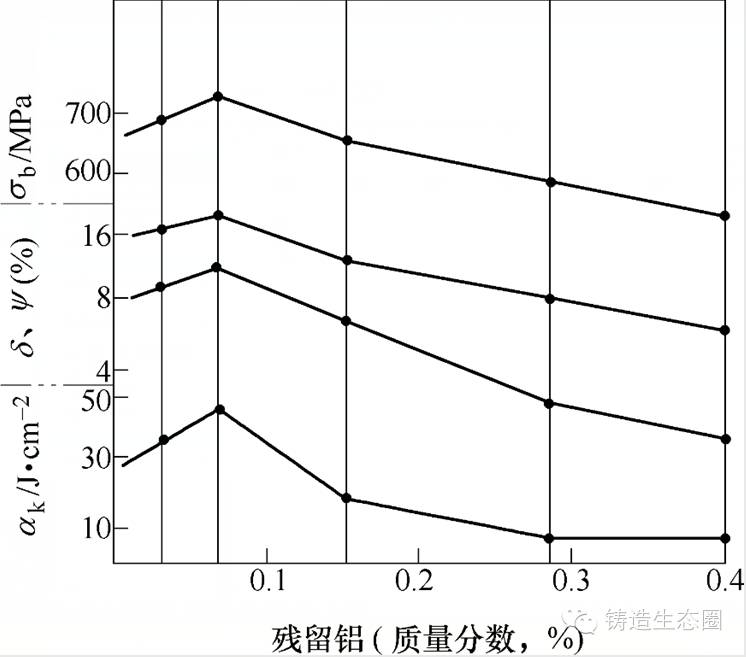
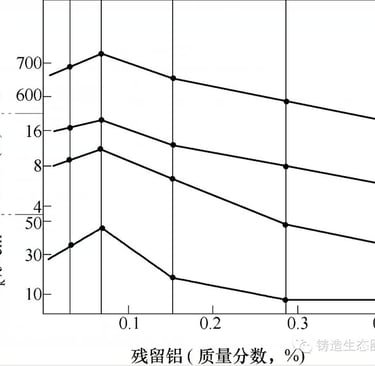
Fig. 4 Relationship between residual aluminum and mechanical properties
(4) Experimental analysis As can be seen from Figure 4: when the residual aluminum in 0.033% to 0.067%, with the increase of residual aluminum, mechanical properties improve; when the residual aluminum > 0.067%, the mechanical properties decline, especially the aK value decreased significantly. This is because too much residual aluminum secondary oxidation leads to the metal liquid is stained by inclusions, coupled with aluminum nitride precipitation at the grain boundary, so that its mechanical properties decline. Test results show that RZG310-570 (or RZG40Gr) mold castings in the residual aluminum for 0.03% to 0.07% is appropriate.
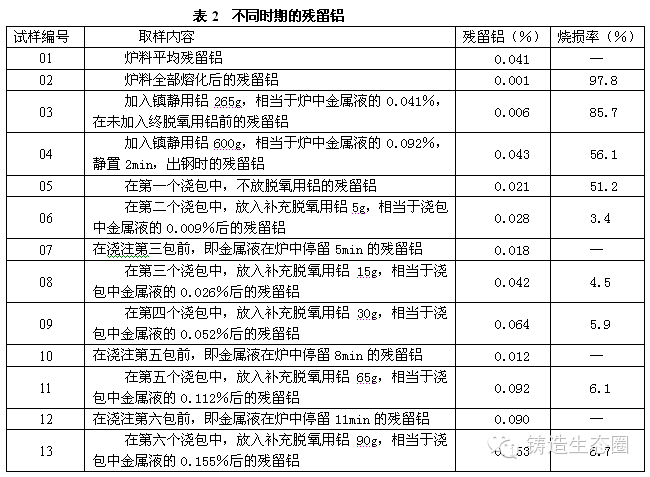
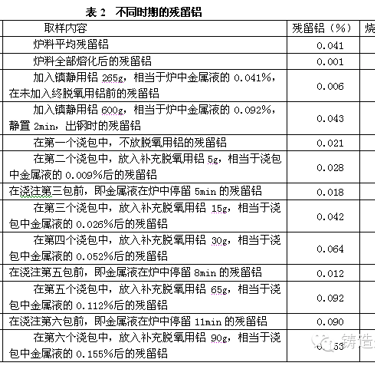
3. production how to control the casting of residual aluminum (1) factors affecting the casting of residual aluminum In order to exclude other influencing factors, the use of the same furnace liquid metal, sampling in different periods, the process and results in Table 2, Figure 5. a total of 5 test furnace, the results are similar, so one of the furnace as an example.
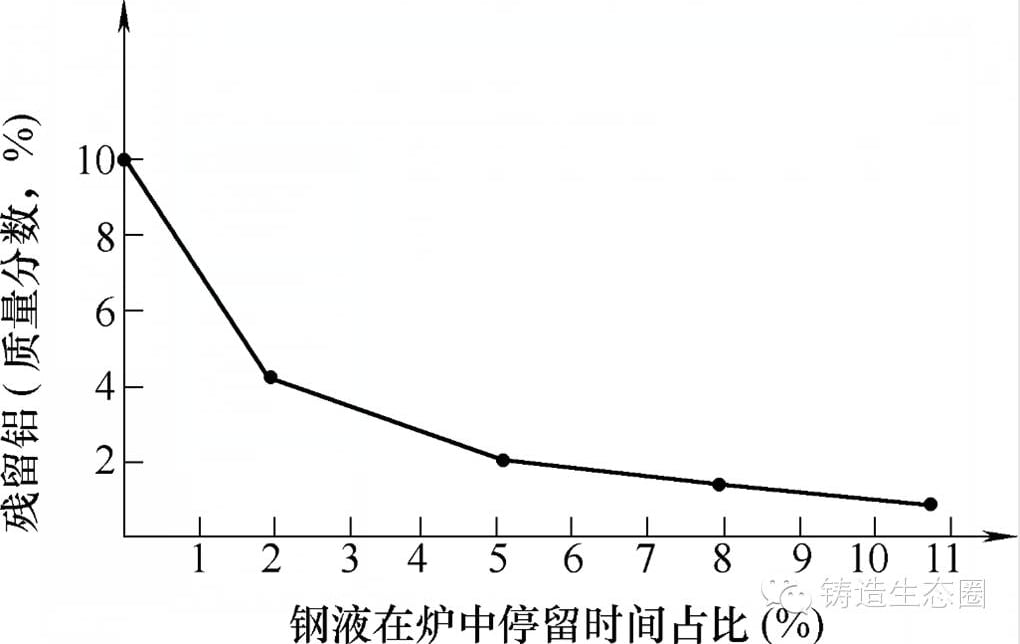
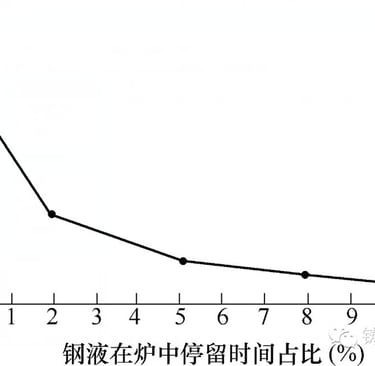
Fig. 5 Relationship between the residence time of liquid metal in the furnace and the residual aluminum
(2) Test analysis ① It can be seen from the 01# and 02# specimens that the residual aluminum in the charge is quickly oxidized and burnt during the melting process (burnt rate of 97.8%), this is due to the reason that the affinity between aluminum and oxygen is very strong, so the residual aluminum in the charge is not taken into account in the melting process. ② From the 03 # sample, it can be seen that the addition of aluminum for sedation is also almost burned (burn rate of 85.7%), so in the normal use of the range, can also be disregarded. ③ From 06#, 08#, 09#, 11#, 13# specimens can be seen, adding aluminum in the casting ladle, the burn rate is very low, 3.4% to 6.7%, this method of supplemental deoxidation is to ensure that the casting of the best residual aluminum key, so the production of supplemental deoxidation of the amount of aluminum should be strictly controlled. ④ From Figure 5, we can see, add the final deoxidation with aluminum, static 2min metal liquid in the aluminum burn rate is high, for 50% ~ 60%, at this time, the metal liquid temperature is high, the amount of aluminum to add more, the metal liquid has obvious “boiling” phenomenon, and the chance of contacting with the air, burn loss is high. With the liquid metal in the furnace to stay longer, the liquid metal temperature is reduced, and with the air contact surface is greatly reduced, the burn rate decreased significantly, therefore, in the melting process should be strictly stipulated in the final deoxidation after the steel time, for melting of cast steel using induction furnace, generally no more than 2min is appropriate. ⑤ metal liquid in the pouring process, due to the secondary oxidation of residual aluminum, its burn rate of about 50%, in order to maximize the pouring speed. Previous melting process only pay attention to the deoxygenation with aluminum in the furnace burnout and ignored in the pouring process of residual aluminum secondary oxidation of the burnout, so that the residual aluminum is too little, not enough deoxygenation, so that the castings due to porosity and scrap.
Conclusion
(1) molten mold castings in the amount of residual aluminum is too high in the molten mold castings to produce brittle fracture of the primary reason, followed by high boron residue in the casting, and again is to clean up the casting method or improper use. (2) castings in the amount of residual aluminum to 0.03% to 0.07% is appropriate, the production should be used twice to join, that is, the first furnace final deoxidation to join the amount of 0.10% to 0.12%, the second in the pouring packet to join the supplemental deoxidation of aluminum 0.02% to 0.05% is to ensure that the castings of the appropriate amount of residual aluminum the key to the castings, so it should be strictly controlled.