Professor He, could you help me analyze what caused this? Is it due to the old process?
Analysis of Causes for Shrinkage in Castings and Improvement Recommendations
heweifeng
11/1/20252 min read
Analysis of Causes for Shrinkage in Castings and Improvement Recommendations
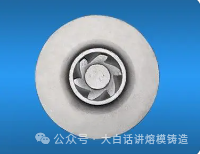
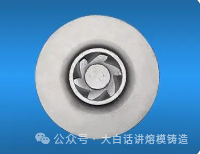
This is a message sent by a friend. They have an impeller casting with a top gating system, poured at a temperature of 1560°C, but the center of the impeller has shrinkage. This product is an old one, but the quality is inconsistent, and the issue of center shrinkage has been a persistent problem. He asked me to help analyze the possible causes. Since there is no detailed information, I can only share my general thoughts on the matter. First, I wanted to understand the dimensions of the center gate, as it is the area where the shrinkage occurred. It might be due to insufficient feeding caused by the gate being too small, leading to shrinkage porosity. However, without relevant data, I cannot confirm this.
Another point I inquired about was the product's process yield, as I suspected a scenario of "feeding a large casting with a small gating system," meaning whether the weight of the gating system is less than that of the casting. He provided data showing it was around 45%, meaning the gating system is heavier than the casting. Therefore, it can basically be concluded that the feeding of the casting should be sufficient.
Another possibility is that the center gate is overheating, causing shrinkage porosity in the center of the casting. This is highly likely. Think about it: if it's a shell molding process, the pouring cup is directly aligned with the ingate at the center of the casting, and the entire cavity is filled through this ingate. It’s no surprise that this area would overheat. So, I believe ingate overheating might be the root cause of the shrinkage in the central hub. I’m not entirely sure because I don’t have a clear understanding of the shell-making and pouring conditions for this product. Another factor is the heat dissipation of the casting. I wanted to see the actual condition of the product's mold shell but didn’t have the chance, so I cannot rule out the possibility that the thick shell in the center caused poor heat dissipation, leading to shrinkage porosity.
Lastly, let’s talk about the pouring temperature. A high pouring temperature increases the shrinkage of the casting, but it also enhances the feeding capacity of the pouring cup. Many people, upon seeing shrinkage in a casting, first think of lowering the pouring temperature. Few consider the opposite approach—increasing the pouring temperature—which might yield surprising results. Of course, this is just a suggestion, and its feasibility needs to be tested in practice.
To summarize, if improvements are to be made for this product, the following aspects should be considered: 1. Check whether the ingate dimensions match the central hub of the casting; 2. Examine whether the pouring process is overly reliant on the center ingate; 3. Inspect the specific condition of the shell at the center ingate, including its thickness and surface condition; 4. Try increasing the pouring temperature and adding some insulating agents to see if it improves the results.