The impact of molten steel on the sprue can cause overheating
Blog post description.
heweifeng
11/9/20254 min read

The impact of molten steel on the sprue can cause overheating
The impact of molten steel on the sprue can cause overheating. I've always had this question: the pouring process only takes a few seconds, and the shell mold's thermal conductivity isn't high, so theoretically, overheating shouldn't occur, right?
This is actually an excellent question, one that many people think about but might hesitate to ask. To be honest, I initially thought the same way. So, can those brief few seconds or minutes truly cause overheating and affect the casting? The answer is definitely yes.
We shouldn't underestimate these short moments. We're dealing with temperatures approaching 1600-1700°C, not 10-20°C. Even a few seconds at such extreme heat are significant.
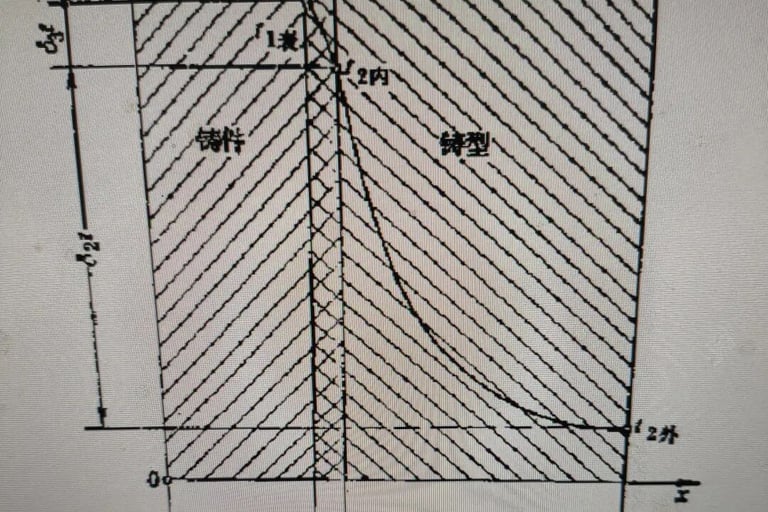
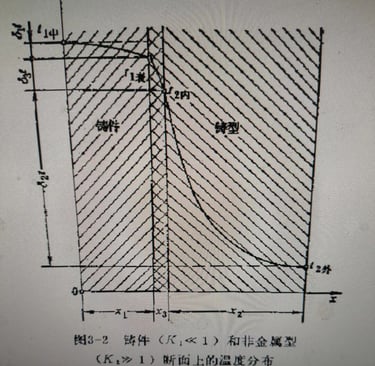
In typical side-gating system designs, the sprue and ingate absorb most of the heat overload, while the mold cavity itself is intended to be the coolest zone. Figure 2 shows the temperature distribution across a section in sand casting, sourced from Professor Li Qingchun's book "Fundamental Theory of Casting Formation." The book explains that during heat transfer, the temperature distribution across the casting section is actually quite uniform, and the temperature at the mold's inner surface is close to that of the casting. Therefore, in sand casting, the mold's thermophysical properties are the primary factor determining the heat exchange process, meaning the casting's cooling rate mainly depends on these mold parameters.
In reality, investment casting has even poorer thermal conductivity than sand casting. Investment casting uses a hot shell mold, and the denser shell structure leads to worse heat dissipation.
Have you ever noticed the condition of the gating system after casting? It's often plagued by sand inclusion, shrinkage, and generally poor surface quality. Have you observed this? Why does this happen? Precisely because the sprue and runners are exposed to the high-temperature metal for the longest duration.
This reminds me of a saying: our present comfort often comes from others having endured hardships beforehand. The gating system is similar. The reason the final casting can have a clean, smooth surface is that the gating system silently endures the relentless scouring of the molten metal. The pouring time might seem short, but just look at the state of the gating system afterward – it reveals the immense thermal abuse it suffered.
A friend made a valid point: the shell mold's thermal conductivity isn't high. Exactly! Precisely because the mold's thermal conductivity is low, heat gets trapped. For a casting to solidify and cool correctly, resulting in a qualified part, heat must be efficiently drawn away. If the mold has low conductivity, heat builds up in the casting. Other sections might solidify, but if one area remains hot, how can that specific area turn out well?
Someone might argue: if the entire gating system from the ingate onward is experiencing this heat, why is overheating localized? Let's visualize the pouring process: the mold isn't necessarily completely filled through all parts of the gating system simultaneously. Unlike the area directly opposite the ingate, other sections might have metal flow but not necessarily a fully packed, sustained stream. As metal enters the larger cavity from the constricted ingate, its velocity decreases. Even with a tapered sprue increasing velocity, it might just form a jet stream. Relative to the vast cavity volume, this often doesn't cause significant erosion or localized overheating. Therefore, the probability of overheating elsewhere is lower. The spot directly facing the ingate, however, suffers continuous impact from the high-temperature metal stream, making overheating there almost inevitable.
When using revert materials, we are often cautious with gating systems, sometimes even discarding the pour cup. For critical castings, the percentage of revert in the charge might be strictly limited. This is primarily because gating system revert tends to be dirtier, contain more defects, and the metal itself can carry a "genetic inheritance" of prior issues. Fundamentally, the key reason is that this material has been overheated. At the very least, this leads to coarse grain structure. Many general hardware castings might not explicitly check for this, often simply because there are no specific metallurgical requirements.
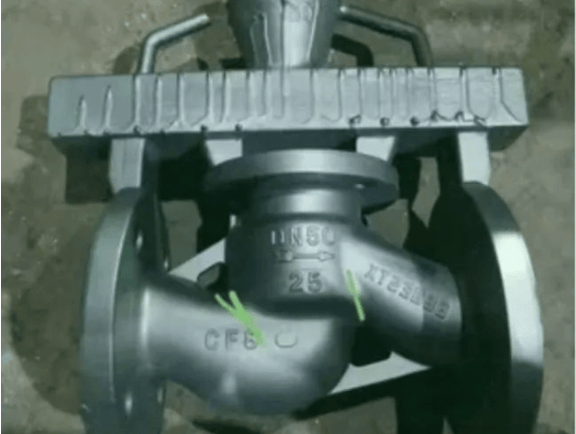
So, under what general circumstances does overheating occur? How can we identify it? It's often straightforward. A key indicator is whether a specific location on the casting itself is inadvertently performing the function of a runner. If it is, overheating is possible. Another criterion is prolonged exposure to metal impact or erosion. In Figure 1 mentioned earlier, the defective area clearly acts as a channel distributing metal to the two flanges – performing a runner's duty – and is subject to sustained metal impingement, leading to overheating.
It's well-known that bottom-gating systems are prone to overheating near the ingates. Another commonly overlooked cause is using excessively large ingates on thin-wall castings. Here, the massive thermal mass of the large ingate cannot dissipate heat quickly enough, causing the ingate area on the casting to overheat.
Regarding overheating, Professor Xu Yunxiang's papers contain extensive research and numerous case studies. I highly recommend them if you're interested in learning more.
Finally, you're probably asking how to prevent overheating. I've covered this in several previous posts – you can search for them. Also, consulting "The Collected Papers of Xu Yunxiang on Investment Casting" is an excellent resource for deeper study.